Welcome to Pinghu Zhanpeng Klej termotopliwy Web & Film Co., Ltd. Enterprise Official Website.
Dostawca rozwiązań w zakresie klejenia na gorąco
+86-573-85032008


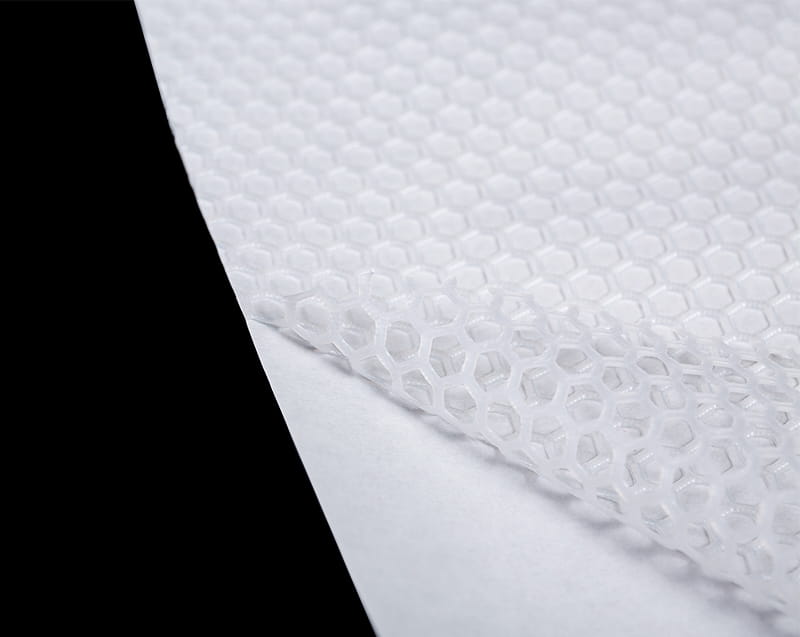
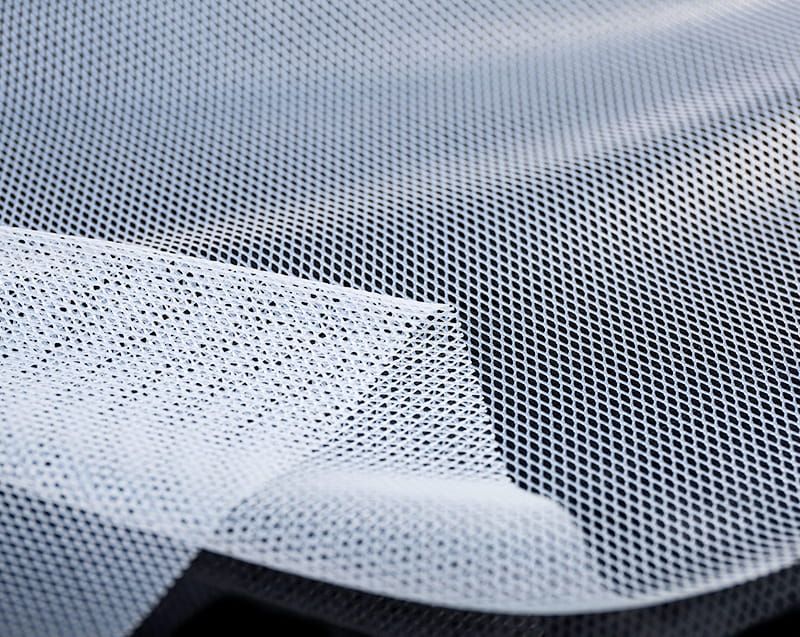
Siatka z klejem topliwym bez papieru — nazywana również siatką z klejem topliwym bez papieru, wolnostojącą wstęgą kleju termoplastycznego lub samonośną siatką samoprzylepną — to termoplastyczny materiał wiążący w postaci wstęgi lub siatki, który jest produkowany i dostarczany bez papieru podkładowego ani warstwy zabezpieczającej. W przeciwieństwie do konwencjonalnych folii klejących na gorąco, które są laminowane na papierze rozdzielającym pokrytym silikonem w celu przenoszenia i wycinania, siatka samoprzylepna pozbawiona papieru to samonośna struktura o otwartej siatce, którą można przenosić, transportować, ciąć i ustawiać bezpośrednio bez konieczności stosowania podłoża nośnego do utrzymywania jej razem.
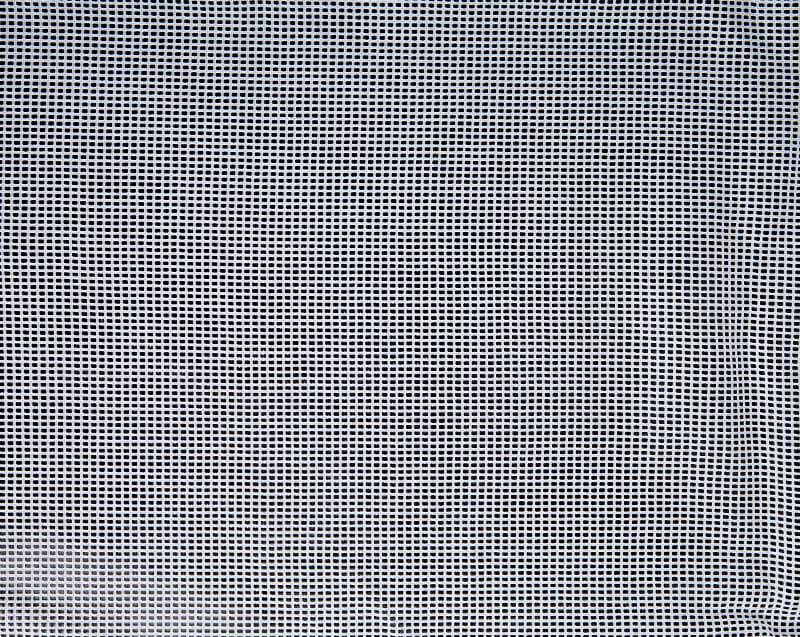
Struktura siatki lub siatki jest wytwarzana przez wytłaczanie kleju termoplastycznego — zazwyczaj poliamidu (PA), poliuretanu (TPU), poliestru (PES), poliolefiny lub etylenu i octanu winylu (EWA) — przez matrycę obrotową lub proces łączenia typu spunbond, który osadza stopiony klej w formie siatki o otwartym splocie. Gdy klej stygnie, tworzy on stabilną wymiarowo siatkę o określonym współczynniku otwartej przestrzeni – zwykle 40–80% otwartej przestrzeni – co pozwala warstwom tkaniny powyżej i poniżej na bezpośrednie łączenie się ze sobą przez otwory siatki, a nie tylko w punktach styku kleju. Ta otwarta struktura jest jedną z kluczowych zalet siatki samoprzylepnej w porównaniu ze stałą folią klejącą.
Brak podkładu papierowego nie jest jedynie środkiem oszczędzającym koszty — zasadniczo zmienia sposób użytkowania produktu. Bez papieru rozdzielającego nie ma odpadów wykładziny do zagospodarowania, nie ma etapu rozwarstwiania przed klejeniem, nie ma kosztów utylizacji wykładziny i nie ma ryzyka zanieczyszczenia fragmentów papieru związanego zespołu. W przypadku zastosowań związanych z klejeniem tekstyliów i włóknin o dużej objętości, gdzie siatka samoprzylepna jest nakładana w ciągłym procesie laminowania z roli na rolę, wyeliminowanie nośnika papieru upraszcza maszynowe nawlekanie, zmniejsza wagę rolki i zmniejsza zużycie materiału na metr kwadratowy łączonego produktu poprzez całkowite wyeliminowanie warstwy papieru.
Porównanie niezawierającej papieru siatki klejącej na gorąco i konwencjonalnej folii samoprzylepnej na podłożu papierowym to najważniejsze rozróżnienie, które kupujący musi zrozumieć przed wybraniem któregokolwiek produktu. Obydwa są termoplastycznymi materiałami wiążącymi aktywowanymi pod wpływem ciepła i ciśnienia, ale ich forma fizyczna, wymagania dotyczące obsługi, mechanizm łączenia i właściwości użytkowe w zastosowaniu końcowym różnią się w sposób, który sprawia, że każdy z nich jest odpowiedni do różnych zastosowań.
Konwencjonalna folia klejąca termotopliwa to solidny, ciągły arkusz kleju — każdy punkt w obszarze klejenia jest pokryty materiałem klejącym. Po aktywacji tworzy wiązanie na całej powierzchni styku. To wiązanie o pełnym pokryciu może być pożądane w przypadku nieprzepuszczalnego laminowania – wodoodpornego klejenia membrany, laminowania folii – ale całkowicie blokuje przenikanie powietrza, pary wilgoci i cieczy przez sklejony zespół. Z kolei siatka kleju topliwego pozostawia 40–80% otwartej powierzchni styku, umożliwiając utrzymanie oddychalności, przepuszczalności pary wodnej i przepuszczalności akustycznej sklejanej struktury. To dlatego klej siatkowy dominuje w zastosowaniach tekstylnych o wysokich parametrach — odzieży sportowej, odzieży outdoorowej, odzieży medycznej i oddychających laminatach membranowych — gdzie sklejona tkanina musi zachować właściwości oddychające i odprowadzające wilgoć.
Folia samoprzylepna na podłożu papierowym wymaga etapu rozwarstwiania – odrywania warstwy zabezpieczającej od kleju – przed lub w trakcie klejenia. W zautomatyzowanych maszynach do laminowania oznacza to, że system odbioru podkładu musi być zintegrowany z maszyną, co zwiększa złożoność mechaniczną i tworzy rolki odpadów podkładu, które należy zbierać i utylizować. Bezpapierowa siatka samoprzylepna wkręca się bezpośrednio w docisk laminujący niczym warstwę tkaniny, bez konieczności usuwania podkładu. Upraszcza to konstrukcję maszyny, skraca czas konfiguracji i eliminuje obsługę wykładziny jako zmienną produkcyjną. W przypadku aplikacji ręcznej — łączenia mankietów, kołnierzyków i obszyć w konstrukcji odzieży — siatkę bez papieru można przycinać, ustawiać i kleić bez żadnego etapu przygotowawczego, co przyspiesza jej zastosowanie w procesach produkcyjnych, które nie są w pełni zautomatyzowane.
Folia samoprzylepna na podłożu papierowym zawiera zarówno warstwę kleju, jak i silikonowy papier rozdzielający, który zazwyczaj sam w sobie waży 80–130 g/m² — często więcej niż zawarta w nim powłoka klejąca. Kupujący płaci za oba materiały, ale papier wyrzuca po związaniu. Siatka samoprzylepna pozbawiona papieru całkowicie eliminuje odpady materiału: każdy gram zakupionego materiału trafia do gotowego produktu lub jako klej w klejonym połączeniu. Na skalę produkcyjną zmniejszenie masy zakupionej rolki przekłada się na większą długość rolek na kilogram kleju, mniejszą liczbę wymian rolek na zmianę i niższy koszt transportu na jednostkę zdolności klejenia.
Polimer termoplastyczny stosowany jako żywica bazowa siatki kleju topliwego określa jego temperaturę aktywacji, siłę wiązania, elastyczność po związaniu, odporność na pranie, zgodność chemiczną i właściwości użytkowe w zastosowaniu końcowym. Wybór odpowiedniego składu chemicznego polimeru do danego zastosowania jest równie ważny, jak wybór prawidłowego stosunku masy netto i powierzchni otwartej — wiązanie, które pięknie się aktywuje i utrzymuje podczas pierwszego użycia, ale zawodzi po pięciu cyklach prania, jest wadą produktu niezależnie od tego, jak skutecznie nałożono siatkę.
| Typ polimeru | Temperatura aktywacji | Odporność na pranie | Elastyczność | Typowe zastosowanie |
|---|---|---|---|---|
| Poliamid (PA) | 120–160°C | Doskonała (60 prań) | Umiarkowane | Odzież robocza, odzież sportowa, fizeliny |
| Poliuretan (TPU) | 100–140°C | Bardzo dobry (40–60 prań) | Wysoka | Odzież sportowa, obuwie, tkaniny elastyczne, medyczne |
| Poliester (PES) | 130–170°C | Dobry (30–50 prań) | Umiarkowane–Low | Tkaniny techniczne, wnętrza samochodowe, filtracja |
| EVA | 80–120°C | Umiarkowane (15–30 washes) | Wysoka | Tanie klejenie, laminowanie pianką, włókniny |
| Poliolefina (PO) | 90–130°C | Umiarkowane (20–35 washes) | Wysoka | Wyroby higieniczne, opakowania, włókniny jednorazowe |
Siatki poliamidowe to najważniejsze elementy odzieży i tekstyliów użytkowych, gdzie wymagana jest trwałość dzięki wielokrotnemu praniu. Kleje PA tworzą silne wiązania międzycząsteczkowe z poliamidowymi i poliestrowymi włóknami tekstylnymi, tworząc wiązania, które zachowują integralność przez 50–100 cykli prania w standardowych warunkach testowych ISO lub AATCC. Umiarkowana elastyczność klejonej siatki PA jest dobrze dostosowana do zastosowań w odzieży strukturalnej – podszewka kołnierzyka, łączenie pasa, klejenie krawędzi kieszeni – gdzie łączony obszar powinien być raczej odporny na rozciąganie niż rozciągać się wraz z tkaniną.
Siatki TPU stały się dominującym wyborem do łączenia odzieży rozciągliwej i obuwia, ponieważ wiązanie poliuretanowe pozostaje elastyczne i elastyczne po aktywacji, rozciągnięciu i regeneracji z podłożem, a nie tworzy sztywnej strefy łączenia, która ogranicza ruch odzieży lub powoduje pękanie szwów podczas zginania. W konstrukcji obuwia sportowego siatka samoprzylepna TPU łączy warstwę zewnętrzną z cholewką poprzez złożone trójwymiarowe kontury, które wymagają wielokrotnego zginania warstwy kleju na każdym kroku przez cały okres użytkowania buta.
Siatki z klejem topliwym są określone na podstawie dwóch głównych parametrów strukturalnych: masy powierzchniowej (w gramach na metr kwadratowy, g/m2) i współczynnika powierzchni otwartej (procent powierzchni siatki stanowiącej otwarte oczka w stosunku do włókna kleju). Te dwa parametry łącznie określają ilość kleju naniesionego na jednostkę powierzchni sklejanego zestawu, co bezpośrednio kontroluje siłę wiązania, zachowanie oddychalności, sztywność dodaną do klejonego materiału tekstylnego oraz koszt zużycia kleju na metr gotowego produktu.
Ciężary powierzchniowe siatek samoprzylepnych bez papieru zwykle wahają się od 5 g/m2 do 80 g/m² , obejmujących zastosowania od ultralekkiego, oddychającego laminowania membran w dolnej części po ciężkie łączenie strukturalne tekstyliów technicznych i kompozytów w górnej części. Większość zastosowań odzieżowych mieści się w zakresie gramatur 10–30 g/m², co zapewnia odpowiednią siłę łączenia szwów i rąbków bez zwiększania zauważalnej sztywności lekkich tkanin lub dzianin. Techniczne zastosowania tekstylne i motoryzacyjne mogą wymagać siatek o gramaturze 40–80 g/m2, w których priorytetem jest wysoka wytrzymałość na odrywanie lub trwałość wiązania pod naprężeniami mechanicznymi, a nie minimalizacja dodatkowego ciężaru lub sztywności.
Ogólna zasada dotycząca klejenia tkanin: masa netto kleju powinna wynosić 10–20% ciężaru powierzchniowego lżejszej tkaniny, aby uzyskać zrównoważone wiązanie, które nie zdominuje dotyku złożonej konstrukcji w dłoni. Połączenie tkanej powłoki zewnętrznej o gramaturze 100 g/m² z dzianinową podszewką o gramaturze 50 g/m2 sugeruje użycie siatki samoprzylepnej o gramaturze 5–10 g/m2. Klejenie włókniny technicznej o gramaturze 300 g/m² z tkaniną pokrytą PCV o gramaturze 200 g/m² sugeruje grubość 20–40 g/m2. Odchylenia znacznie powyżej tego zakresu dają łączone połączenie, które sprawia wrażenie sztywnego i tekturowego; odbiegając znacznie poniżej tej wartości, powstaje połączenie, które zrywa się pod umiarkowanym naprężeniem, szczególnie w zakrzywionych lub zgiętych obszarach gotowego produktu.
Współczynnik otwartej powierzchni wpływa również na konstrukcję tkaniny. Tkaniny o gęstym splocie z małymi przerwami między włóknami są korzystniejsze w przypadku siatek o większej otwartej powierzchni (60–80% otwarcia), ponieważ włókna kleju muszą przenikać pomiędzy przędzami tkaniny, aby utworzyć mechaniczne zazębienie — bardziej otwarta przestrzeń oznacza większe otwory oczek, które umożliwiają głębszą penetrację kleju w strukturę tkaniny. Luźne dzianiny i włókniny o z natury otwartych strukturach włókien osiągają odpowiednią penetrację przy gęstszych siatkach (40–60% powierzchni otwartej), ponieważ sama tkanina zapewnia ścieżki przepływu kleju podczas klejenia.
Siatka klejąca topliwa bez papieru ugruntowała swoją pozycję preferowanego materiału wiążącego w kilku głównych sektorach produkcyjnych, z których każdy wykorzystuje specyficzną kombinację właściwości produktu – oddychalności, elastyczności, trwałości w praniu, czystego procesu lub wydajności produkcji – aby rozwiązać problemy związane z klejeniem, z którymi konwencjonalne kleje lub mocowania mechaniczne nie są w stanie sprostać tak skutecznie.
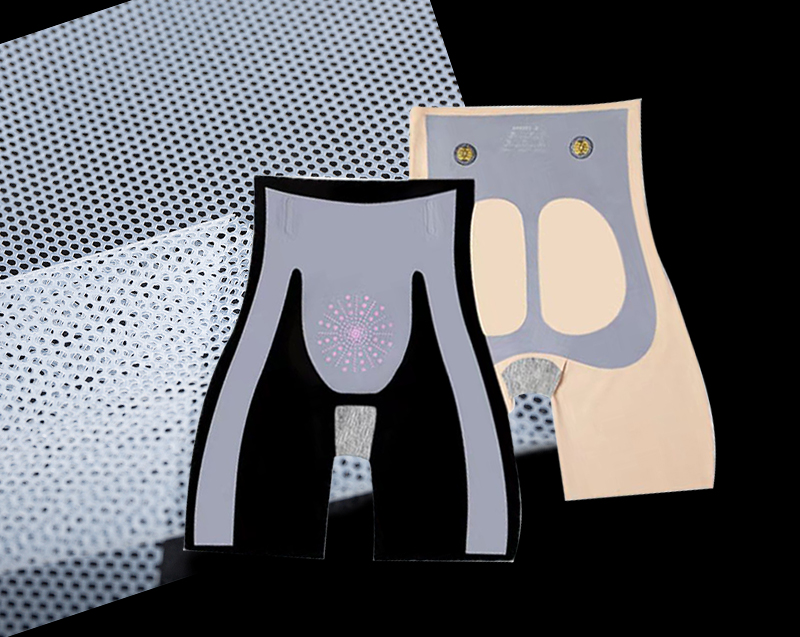
W odzieży bez szwów i z klejonymi szwami w wyczynowej odzieży sportowej zastosowano siatki samoprzylepne TPU i PA do łączenia paneli tkaniny bez szycia, eliminując fałdy i punkty nacisku, które szyte szwy tworzą na skórze podczas aktywności o wysokiej intensywności. Legginsy do biegania, koszulki rowerowe, stroje do triathlonu, odzież uciskowa i bielizna termoaktywna to typowe produkty, w których klejenie siatką zastępuje lub uzupełnia szycie. Otwarta powierzchnia siatki utrzymuje oddychalność tkaniny i odprowadzanie wilgoci — solidna warstwa kleju w tym samym zastosowaniu utworzyłaby nieprzepuszczalną strefę, która zatrzymuje ciepło i wilgoć w każdym szwie, niwecząc cały cel stosowania wydajnej tkaniny technicznej.
Trójwarstwowe wodoodporne i oddychające tkaniny laminowane — konstrukcja stosowana w wysokowydajnych kurtkach outdoorowych, kurtkach przeciwdeszczowych i odzieży narciarskiej — łączą oddychającą wodoodporną membranę (zwykle ePTFE lub mikroporowatą folię poliestrową) pomiędzy zewnętrzną tkaną tkaniną wierzchnią a wewnętrzną dzianinową podkładką za pomocą klejenia punktowego lub siatkowego. Bezpapierowa siatka samoprzylepna o gramaturze 8–20 g/m2 i wysokim współczynniku otwartej powierzchni wynoszącym 60–75% pozwala na utrzymanie współczynnika przepuszczalności pary wodnej (MVTR) membrany w zespole laminatu. Właśnie dlatego trójwarstwowe laminaty połączone klejem siatkowym mogą w gotowej formie osiągnąć wartości MVTR na poziomie 15 000–30 000 g/m²/24 godz. – wydajność, która zostałaby całkowicie zniszczona przez laminowanie folią klejącą.

Medyczne bandaże uciskowe, stabilizatory ortopedyczne, elementy opatrunków i jednorazowe obłożenia chirurgiczne wykorzystują siatkę z klejem topliwym bez papieru do łączenia elementów, ponieważ format bez papieru eliminuje ryzyko zanieczyszczenia produktu medycznego włóknami papieru, a otwarta struktura siatki zachowuje właściwości oddychające i odprowadzające płyny wymagane w przypadku wyrobów medycznych mających kontakt ze skórą. Siatki PA i TPU stosowane w zastosowaniach medycznych muszą spełniać wymogi biokompatybilności – zazwyczaj w ramach testów serii ISO 10993 – i muszą być w sposób widoczny wolne od alergenów, plastyfikatorów i substancji wzbudzających szczególnie duże obawy (SVHC) zgodnie z rozporządzeniem REACH.
W tkaninach na panele drzwi, laminatach podsufitek, pokrowcach siedzeń i materiałach na wykładzinę bagażnika we wnętrzach samochodów stosuje się siatki klejów termotopliwych PES i PA do łączenia warstw tkanin dekoracyjnych z podkładami piankowymi, podłożami z włókniny lub panelami konstrukcyjnymi. Środowisko motoryzacyjne wymaga trwałości spoiwa w szerokim zakresie temperatur – od -40°C zimnego rozruchu do 90°C temperatury wygrzewania deski rozdzielczej – w połączeniu z odpornością na plastyfikatory, rozpuszczalniki czyszczące i ekspozycję na promieniowanie UV charakterystyczne dla wnętrz pojazdów. Siatki PES o wysokich temperaturach aktywacji i szerokiej stabilności temperaturowej po związaniu doskonale nadają się do tego wymagającego środowiska, a ich kompatybilność z ciągłym procesem laminowania umożliwia szybką produkcję samochodowych laminatów tekstylnych na liniach do laminowania kalendarzy.
W cholewkach obuwia sportowego, podnoskach, usztywniaczach pięt i mocowaniach wyściółki w dużym stopniu wykorzystuje się siatkę klejącą TPU, ponieważ wytwarzane przez nią elastyczne i trwałe wiązanie pozostaje nienaruszone pomimo naprężeń zginających i skrętnych wywieranych na strukturę buta podczas aktywności sportowej. Format siatki umożliwia spójne łączenie skomplikowanych trójwymiarowych kształtów w przypadku automatycznego montażu dużych serii, a brak papierowej wyściółki upraszcza obsługę materiałów w fabrykach obuwia, gdzie małe rozmiary elementów sprawiają, że usuwanie wyściółki jest żmudne i podatne na błędy podczas ręcznych operacji montażu.
Siatka z klejem topliwym bez papieru jest aktywowana przez połączenie ciepła i ciśnienia — ta sama zasada łączenia, co w przypadku konwencjonalnej folii z klejem topliwym, ale parametry procesu mogą różnić się od istniejących doświadczeń kupującego z produktami na podłożu papierowym. Stosowanie nieprawidłowej temperatury, ciśnienia, czasu przebywania lub warunków chłodzenia powoduje przedwczesne uszkodzenie połączeń, a zrozumienie, dlaczego każdy parametr ma znaczenie, umożliwia skuteczną konfigurację procesu i rozwiązywanie problemów.
Przemysłowe płaskie prasy cieplne są standardowym wyposażeniem do operacji łączenia wsadowego w produkcji odzieży, wytwarzając łączenia na powierzchniach od 30 × 40 cm do 60 × 80 cm na cykl prasowania. Płyty dociskowe muszą osiągnąć temperaturę aktywacji kleju równomiernie na całej powierzchni płyty — wahania temperatury na płycie dociskowej o więcej niż ±5°C powodują niestabilną jakość połączenia, a obszary niepełnej aktywacji sąsiadują ze strefami nadmiernego sklejenia. Linie do ciągłego laminowania kalendarzy przechodzą przez kanapkę z tkaniną pomiędzy podgrzewanymi rolkami z kontrolowaną prędkością, osiągając bardzo wysokie wskaźniki produkcyjne w przypadku laminowania tkanin z roli na rolę. Proces kalandrowania wymaga precyzyjnej kontroli temperatury wałka, nacisku docisku i prędkości linii, aby utrzymać stałą jakość połączenia na całej szerokości wstęgi i podczas całego cyklu produkcyjnego.
Ponieważ siatka samoprzylepna nie ma nośnika papieru, z rolką należy obchodzić się ostrożnie, aby zapobiec odkształceniu struktury o otwartych oczkach lub zlepianiu się warstw rolki pod długotrwałym ciśnieniem podczas przechowywania. Przechowuj rolki stojące na końcu lub zawieszone na wałku w rdzeniu — nigdy nie układaj rolek płasko i nie układaj ich na wierzchu, ponieważ powoduje to ściskanie struktury siatki i może powodować łączenie się sąsiednich warstw w temperaturze pokojowej w ciepłym środowisku przechowywania. Utrzymuj temperaturę przechowywania poniżej 30°C i unikaj wilgotności powyżej 70% RH, aby zapobiec wchłanianiu wilgoci, które może mieć wpływ na zachowanie klejów PA i PES podczas aktywacji. Rolki przechowywane w chłodnych warunkach powinny przed użyciem poczekać, aż osiągną temperaturę pokojową, aby zapobiec kondensacji na powierzchni kleju, co pogarsza jakość wiązania.
Weryfikacja jakości spoiwa przed produkcją i monitorowanie jej w trakcie cyklu produkcyjnego zapobiega kosztownemu scenariuszowi wykrycia awarii spoiwa po wyprodukowaniu i potencjalnej wysłaniu tysięcy metrów gotowego produktu do klientów. Standardowe metody testowania połączeń siatką z kleju topliwego w zastosowaniach tekstylnych są dobrze zdefiniowane w normach ISO i AATCC, a większość operacji klejenia tkanin powinna obejmować co najmniej test wytrzymałości na odrywanie i test trwałości w praniu w ramach programu jakości produkcji.


Wszelkie prawa zastrzeżone:Pinghu Zhanpeng Klej termotopliwy Web & Film Co., Ltd.

Numer ICP 19016808-1
 Numer seryjny 33048202000557
Numer seryjny 33048202000557